
Здравствуйте,
Вы можете самостоятельно сформировать счет для оплаты у нас на сайте.
Добавьте товар
в корзину

Перейдите к оформлению
заказа

Заполните контактные
данные

Выберите
способ получения

Выберите
способ оплаты

Скачайте счет


ГОСТЫ (государственные стандарты)
Вся продукция Rusbelt отвечает требованиям государственных стандартов.
ГОСТ 5813-93
Настоящий стандарт распространяется на клиновые вентиляторные ремни (далее—ремни) и шкивы, предназначенные для передачи движения от вала двигателя к агрегатам автомобилей, тракторов и комбайнов.
РЕМНИ ВЕНТИЛЯТОРНЫЕ КЛИНОВЫЕ И ШКИВЫ ДЛЯ ДВИГАТЕЛЕЙ АВТОМОБИЛЕЙ, ТРАКТОРОВ И КОМБАЙНОВ
ТЕХНИЧЕСКИЕ УСЛОВИЯ
Дата введения 1993—01—01
Предисловие
1 РАЗРАБОТАН Госстандартом России
ВНЕСЕН Техническим секретариатом Межгосударственного Совета по стандартизации, метрологии и сертификации
2 ПРИНЯТ Межгосударственным Советом по стандартизация, метрологии и сертификации 21 октября 1993 г.
За принятие проголосовали:
3 Постановлением Комитета Российской Федерации по стандартизации, метрологии и сертификации от 02.06.94 № 160 межгосударственный стандарт ГОСТ 5813—93 введен в действие непосредственно в качестве государственного стандарта Российской Федерации с 01.01.95
4 ВЗАМЕН ГОСТ 5813-76
к ГОСТ 5813—93 Ремни wina.wioptiwc клиновые и шкивы для двигателей автомобилей, тракторов и комбайнов. Технические условия

Настоящий стандарт распространяется на клиновые вентиляторные ремни (далее—ремни) и шкивы, предназначенные для передачи движения от вала двигателя к агрегатам автомобилей, тракторов и комбайнов.
Ремнн, предназначенные для, районов с умеренным и тропическим климатом, работоспособны при температуре окружающего воздуха (вне моторного отсека) от минус 50 до плюс 60°C при условии предварительного прогрева двигателя перед запуском при температуре ниже минус 30°C, при этом температура под капотом в зоне расположения ремня должна быть не более 80°C.
Ремни, предназначенные для районов с холодным климатом, работоспособны при температуре окружающего воздуха (вне моторного отсека) от минус 60 до плюс 40°C.
Требования пп. 1.1 —1.2.4, 1.2.5, 1.3.1, 1.3.3, 1.3.5—1.3.8, 1.3.10, 1.5.1—1.5.3 настоящего стандарта являются обязательными.
1. ТЕХНИЧЕСКИЕ ТРЕБОВАНИЯ
1.1. Ремни должны изготовляться в соответствии с требованиями Настоящего стандарта по технологической документации, утвержденной в установленном порядке.
1.1.1. В зависимости от соотношения ширины и высоты рвмии выпускаются двух типов:
I — узких сечений;
11 — нормальных сечений;
в зависимости от применяемых материалов к технологии изготовления двух классов:
1 — с полианндным кордшнуром;
2 — с полиэфирным кордшнуром.
Примечание. При проектировании новых машин использовать ремни Типа II ис следует.
1.2. Основные параметры и размеры
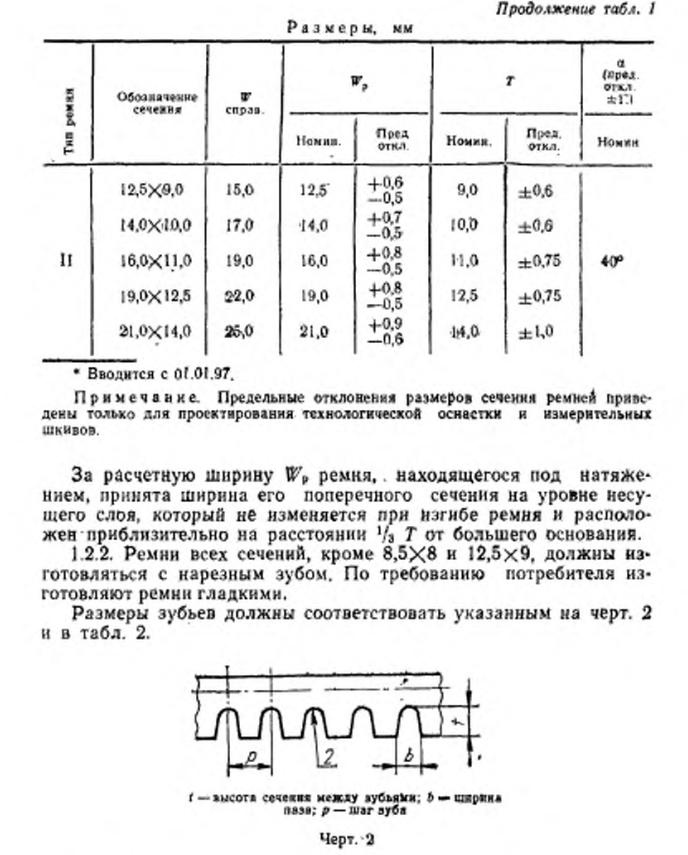
1.2.1. Размеры сечений ремней и предельные отклонения должны соответствовать размерам, указанным на черт. 1 и в табл. 1.

1.2.3. Реинн исполнения ХЛ. предназначенные длд эксплуатации в районе с холодным климатом, должны изготовляться гладкими.
1.2.4. Расчетные длины Lv ремней типа 1, измеренные под натяжением по п. 4.8, должны соответствовать табл. 3.
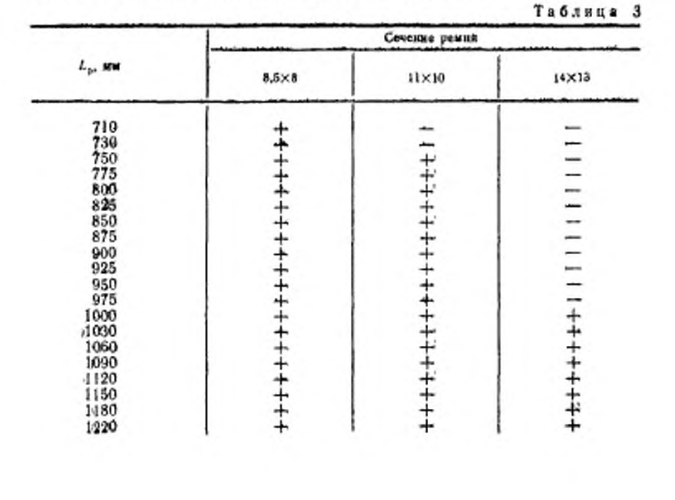
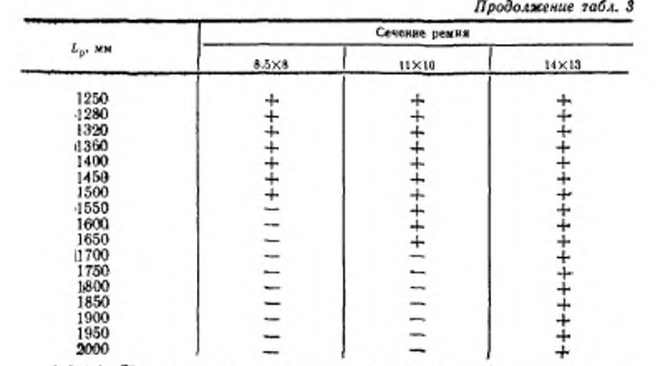
1.2.4.1. По согласованию изготовителя с потребителем разрешается изготовлять ремни с другими расчетными длинами. При этом разность длин выбранного ремня и ближайшего ремня по табл. 3 должна быть не менее 15 мм.
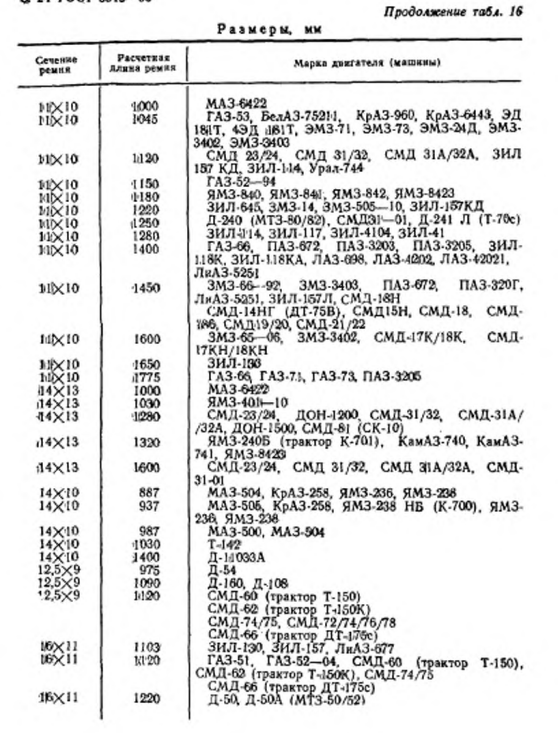
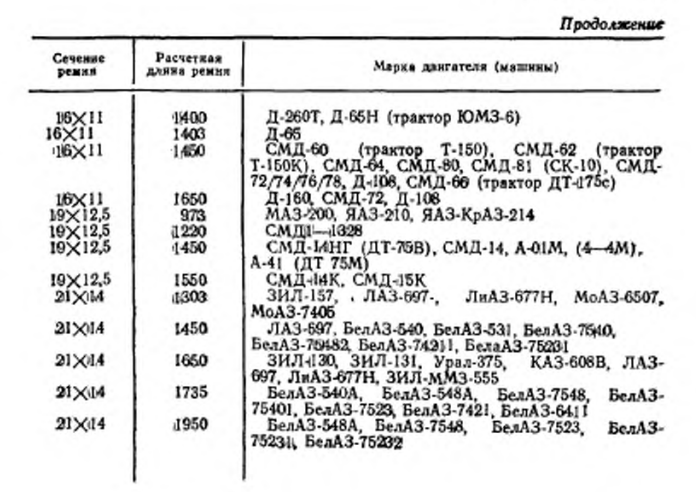
1.2.5. Для машин, находящихся в эксплуатации, допускается изготовлять ремни с расчетными длинами, указанными в табл. 4.
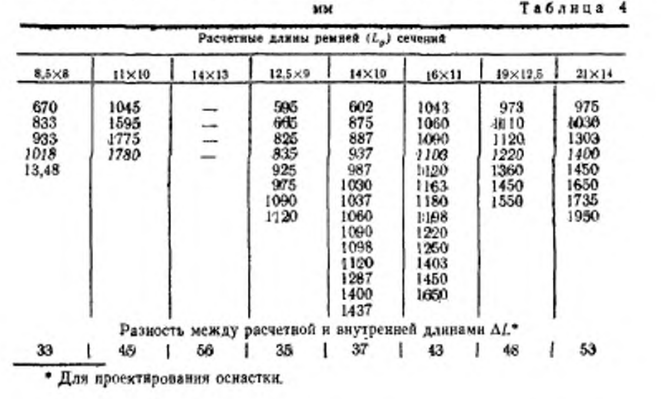
Основной перечень ремней, эксплуатируемых на двигателях автомобилей н тракторов, приведен в приложении I.
1 2.6. Предельные отклонения по длине ремней и наибольшая p.i шость между длинами комплектуемых ремней должны соответ-ciBOB пн указанным в табл. 5.

1.2.7. Примеры условного обозначения гладких ремней, предназначенных для районов с умеренным климатом:
Ремень гладкий 2-го класса I типа, сечения 14X13 с расчетной шириной 14 мм, высотой 13 мм и длиной 1030 мм:
Ремень 2 кл 1-14X13—1030 ГОСТ 5813—93
то же. для зубчатых ремней:
Ремень зубчатый 2 кл. 1—14X13—1030 ГОСТ 5813—93
то же, для ремней, предназначенных для районов с холодным климатом:
Ремень 2 кл. 1—14X13—1030 ХЛ ГОСТ 5813—93
то же. для ремней, предназначенных для районов с тропическим климатом:
Ремень 2 кл. 1—14X13—ЮЗО Т ГОСТ 5813—93
1.3. Характеристика
1.3.1. Ремни должны состоять из несущего слоя на основе корд-шнуров их химических волокон, резины и оберточной ткани.
Расположение несущего слоя (кордшнуров) проверяют в процессе изготовления ремней.
1.3.2. Боковые (рабочие) поверхности должны быть без складок. трещин, выпуклостей, торчащих нитей.
При диафрагменном способе вулканизации с применением складных пресс-форм на ремнях разрешаются выступы от стыка сегментов барабанных форм высотой не более 0,2 мм на боковых поверхностях и не более 0,5 мм на нижнем основании, а также резиновые выпрессовки на нижнем основании и боковых поверхностях шириной не более 0,5 мм. высотой не более 1,0 мм.
Продольный шов должен быть на нерабочей поверхности ремня.
1-3.3. Большее основание ремня на прямом участке должно быть прямолинейным или выпуклым.
Высота выпуклости должна быть не более 1,5 мм.
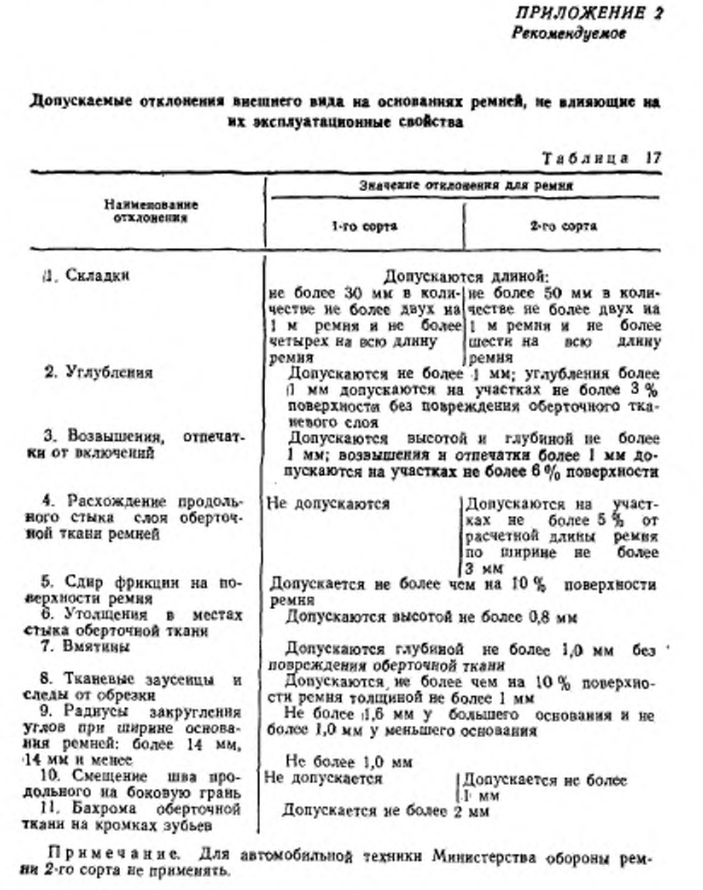
1.3.4. Допускаемые отклонения внешнего вида на основаниях ремней, нс влияющие на их эксплуатационные свойства, приведены в приложении 2. Допускается применять контрольные образцы, утвержденные в установленном порядке.
1.3.5. Ремни, предназначенные для Министерства Обороны, должны иметь тропическое исполнение, при этом применяемые резины должны соответствовать требованиям ГОСТ 15152-
Разрешается применять ремни в тропическом исполнении для районов с умеренным климатом.
1.3.6. Температурный предел хрупкости резины слоя сжатия ремней, предназначенных для районов с холодным климатом, должен быть не выше минус 60 °C.
1.3.7. Наработка и относительное удлинение (далее—удлинение) ремней при испытаниях на стендах с передачей мощности должны соответствовать табл. 6.

1.3.8. После достижения нормативной наработки при стендовых испытаниях ремни ие должны иметь ни одного из признаков предельного состояния; обрыва, продольного расслоения более 50 мм, поперечных трещин глубиной до несущего слоя.
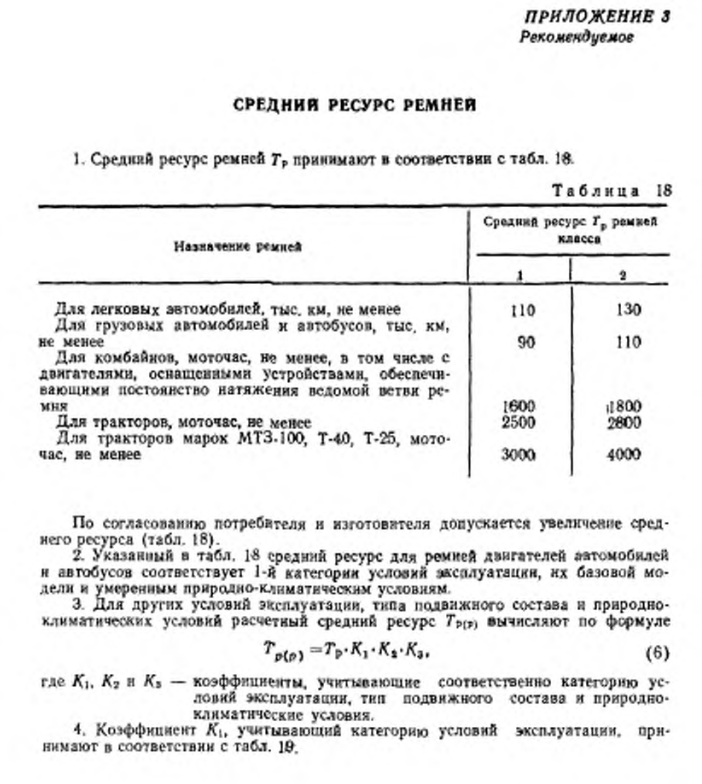
1.3.9. Средний ресурс Т, ремней приведен в приложении 3.
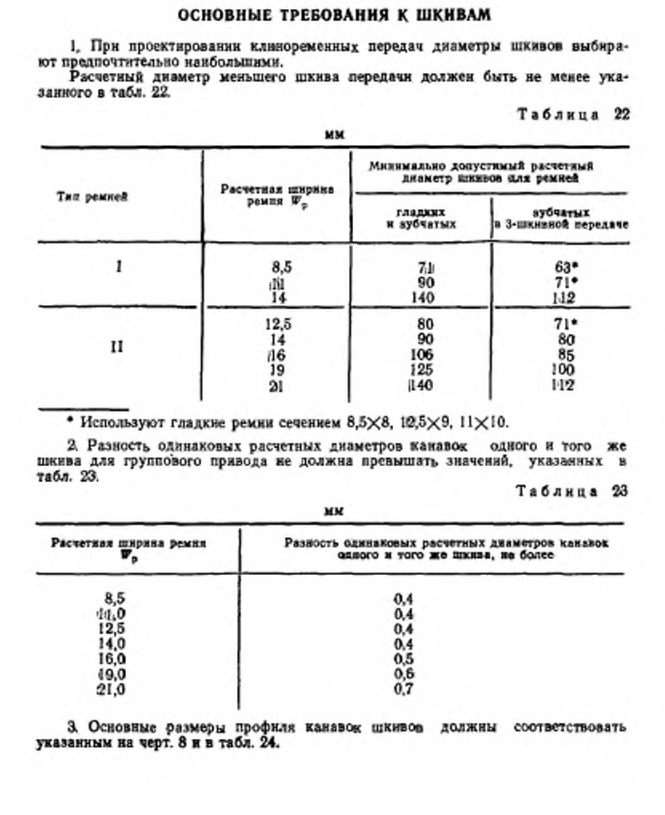
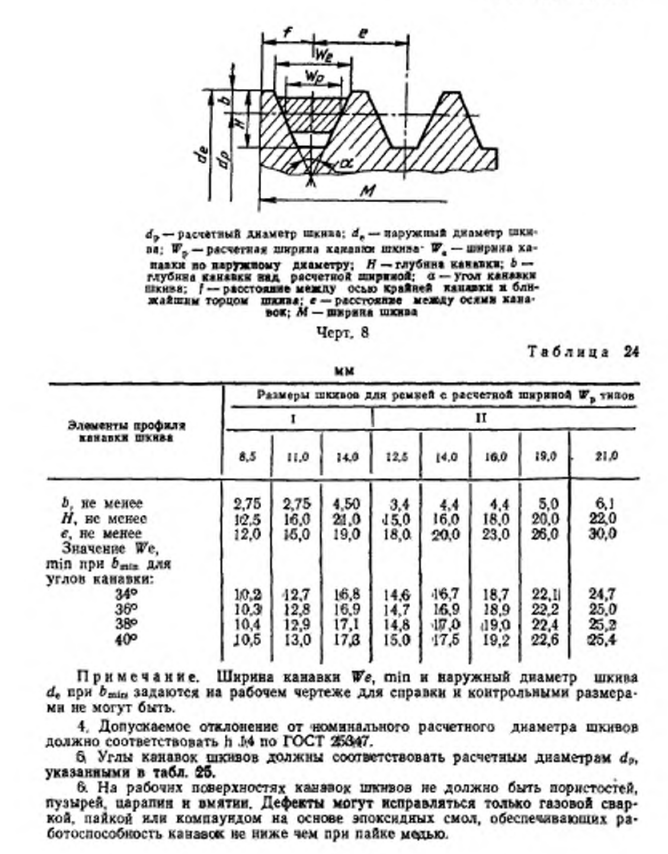
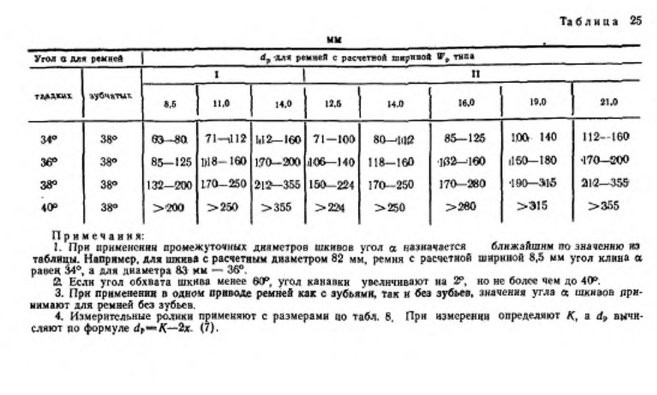
1.3.10 Ремни должны работать на шкивах с профилями канавок, соответствующими сечению ремня.
Основные технические требования к шкивам приведены в приложении 4.
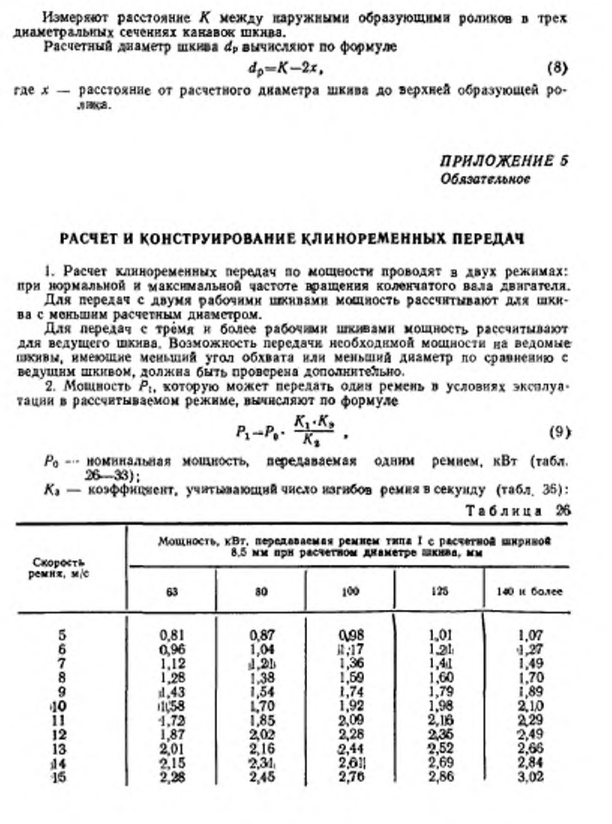
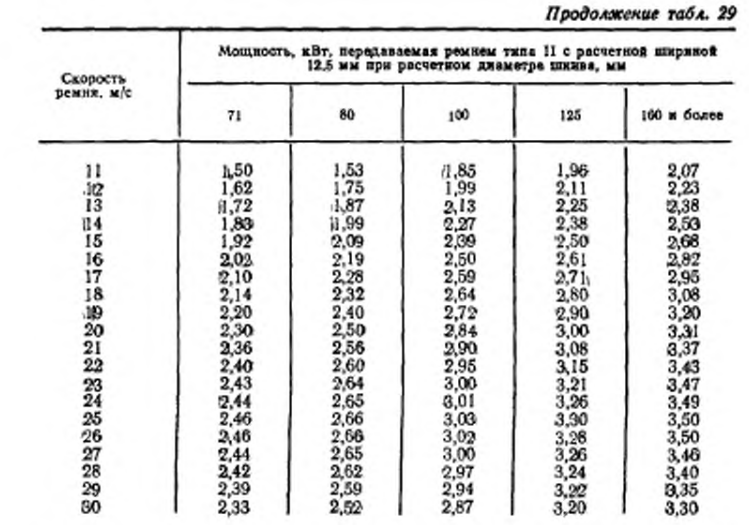
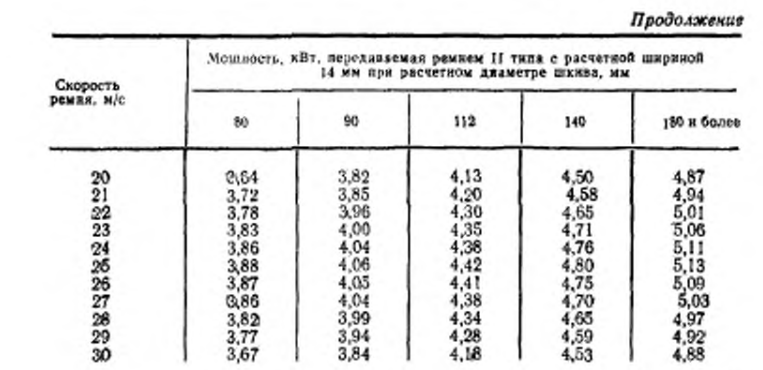
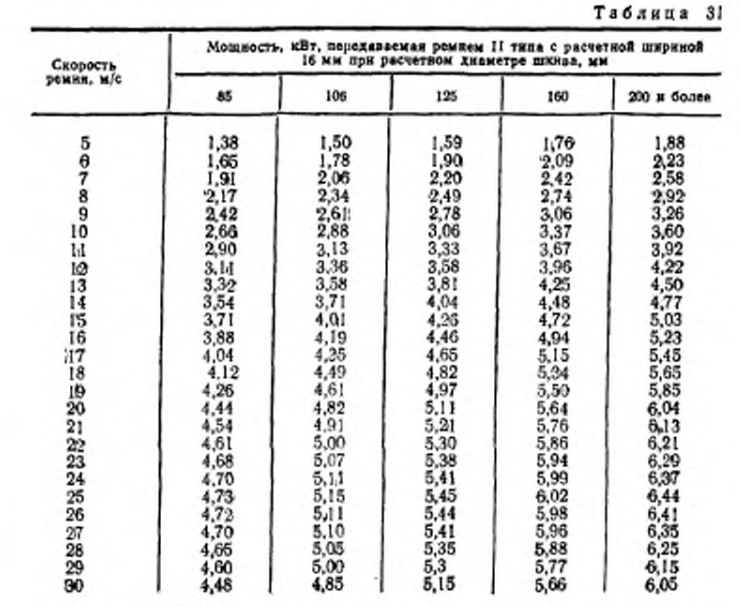
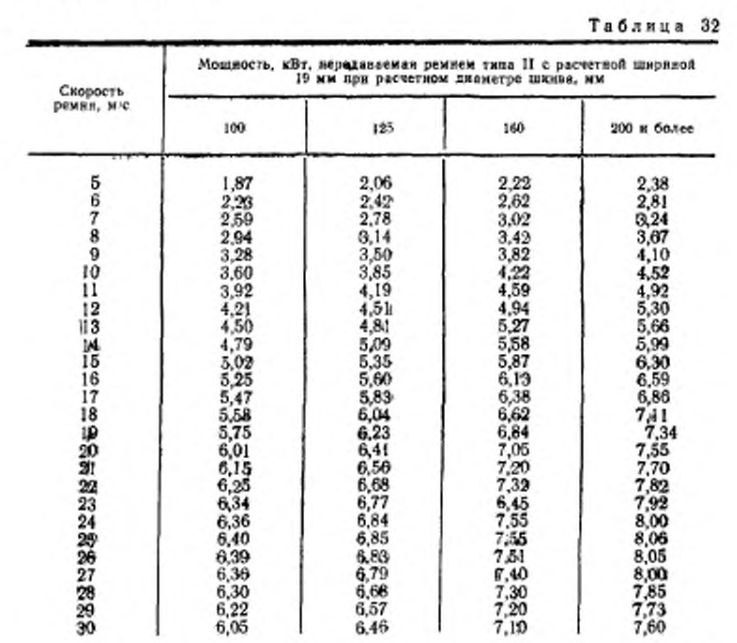
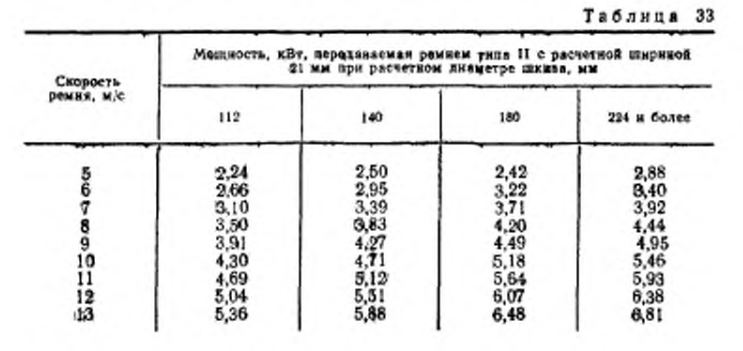
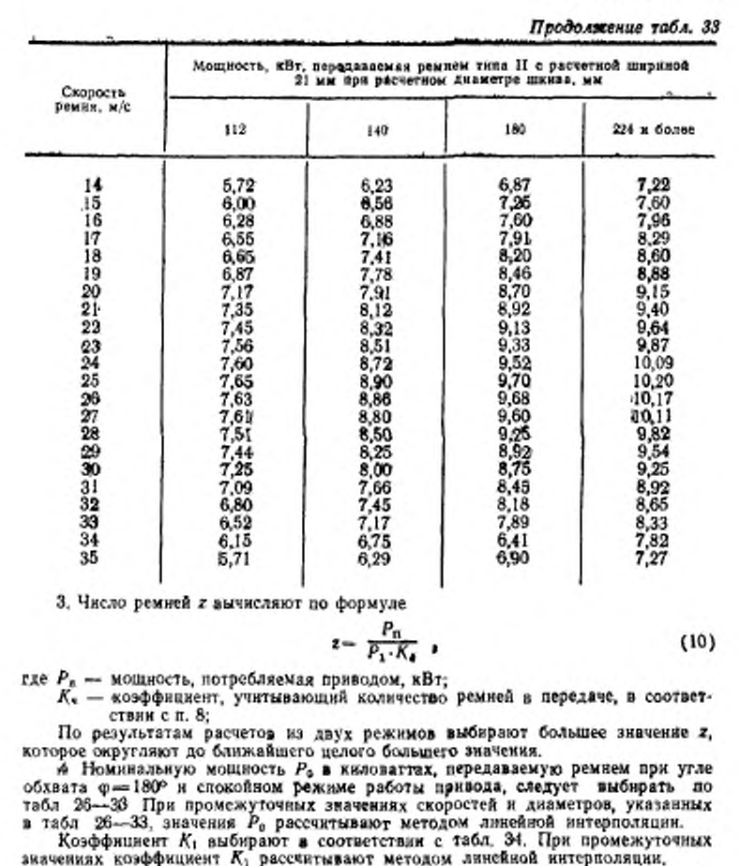
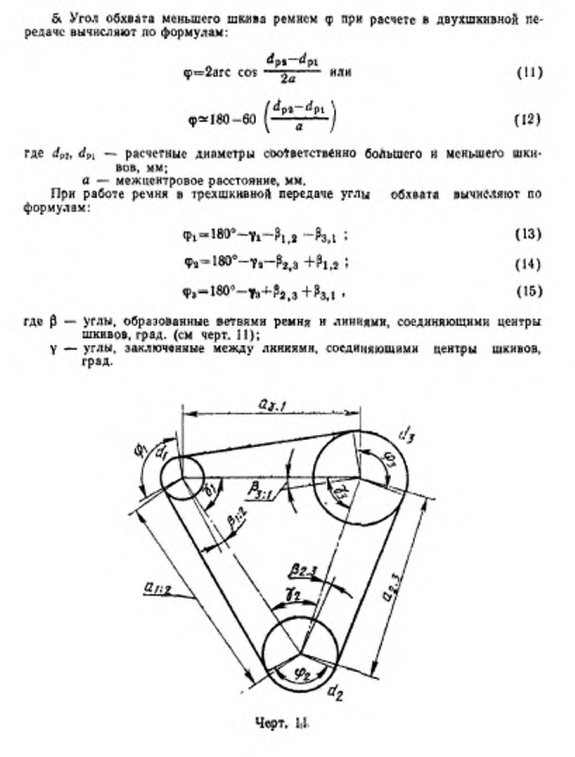
1.3.11. Расчет и конструирование клиноременных передач проводят в соответствии с приложением 5.
1.4. Комплектность
1.4.1. Для двигателей с групповым приводом по требованию потребителя ремни комплектуют.
Комплектом считают два или более ремней одного типоразмера, предназначенных для одновременной работы в групповом приводе.
1.5. М.аркнровка
1.5.1. На каждом ремне на одном или обоих основаниях рельефно или несмываемой краской должны быть четко указаны:
товарный знак или товарный знак и наименование предприятия-изготовителя:
класс и тип ремня;
обозначение сечения, расчетная длина ремня;
дата изготовления (год, квартал);
обозначение настоящего стандарта.
Пример маркировки ремня:
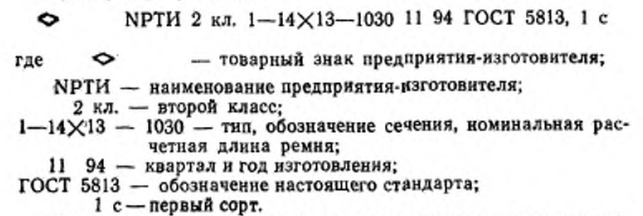
Последовательность расположения маркировки определяет изготовитель.
До замены имеющейся оснастки на новую на ремнях разрешаются следы старой маркировки.
1.5.2. Ремни для районов с холодным климатом должны иметь дополнительную маркировку в виде точки, линии или обозначения ХЛ несмываемой зеленой краской после номинальной расчетной длины ремня. Ремни для районов с тропическим климатом должны иметь дополнительную маркировку в соответствии с ГОСТ 15152.
1.5.3. Маркировка должна сохраняться в течение гарантийного срока хранения и эксплуатации ремней.
1.6. Упаковка
1.6.1. Ремни или комплекты ремней упаковывают в связки, перевязывая каждую связку в одном-трех местах материалами, обеспечивающими целостность упаковки при транспортировании. Масса связки ремней не должна превышать норм предельно допустимых нагрузок в соответствии с действующим законодательством.
К каждой связке ремней прикладывают ярлык из ткани, фанеры. картона и других материалов с указанием:
товарного знака или товарного знака и наименования предприятия-изготовителя;
количества ремней в связке (или количества комплектов);
обозначения сечения, номинальной расчетной длины ремня;
даты изготовления (год, квартал);
обозначения настоящего стандарта.
класса и типа;
сорта;
штампа отдела технического контроля.
Ярлык для ремней в тропическом исполнении оформляют в соответствии с ГОСТ 15152.
Для ремней, предназначенных для районов с холодным климатом, на ярлыки после типоразмера ремня наносят обозначение ХЛ.
1.6.2. Связки ремней складывают на поддоны по ГОСТ 9078 размером не более 1200X800 мм, затем обматывают лентой из кромки технической ткани или отходов производства длиной не менее 15 м.
По согласованию с потребителем допускается другой вид тары и упаковки, обеспечивающих сохранность ремней при транспортировании и хранении.
1.6.3. Ремни, предназначенные для районов с тропическим климатом, должны упаковываться в соответствии с требованиями ТОСТ 15152, для районов с холодным климатом — в соответствии с ГОСТ 15846.
1.6.4. Транспортная маркировка — по ГОСТ 14192 на ярлыках с указанием манипуляционного знака «Крюками непосредственно не брать».
2. ПРИЕМКА
2.1. Ремни принимают партиями. Партией считают ремни в количестве не более 1000 шт. одного сечения и длины, изготовленные из одних и тех же материалов и свулканнзованных ла однотипном оборудовании. Партия сопровождается документом о качестве содержащим:
товарный знак и (или) наименование предприятия-изготовителя;
номер партии;
количество ремней в партии;
класс;
тип;
сорт;
сечение, расчетную длину ремней;
дату изготовления;
обозначение настоящего стандарта;
штамп отдела технического контроля.
Представители заказчика принимают ремни по НТД на правила приемки и испытаний РТД, при этом объем выборки по размерам сечений ремней, подлежащих комплектованию, определяется представителем заказчика.
2.2. Для проверки соответствия качества ремней требованиям настоящего стандарта проводят приемосдаточные и периодические испытания по показателям и в объеме, указанным в табл. 7.
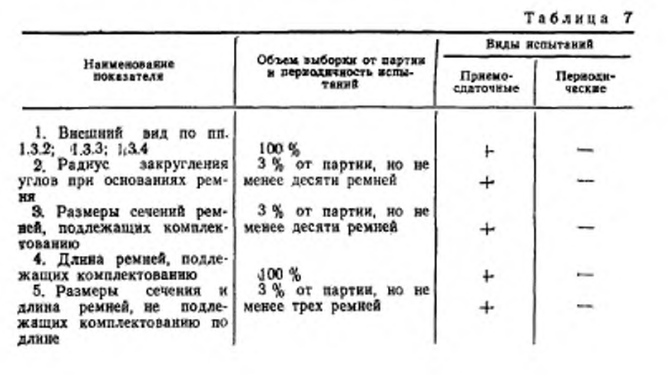
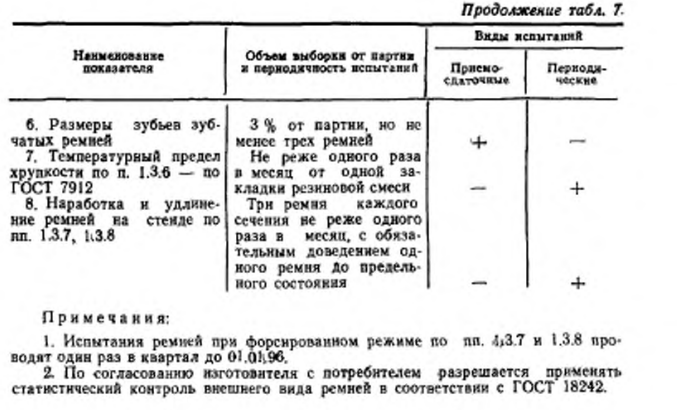
2.3. При получении неудовлетворительных результатов приемосдаточных испытаний хотя бы по одному из показателей по табл. 7. (кроме внешнего вида и длины ремней, подлежащих комплектованию) по нему проводят повторные испытания на удвоенном объеме выборки, взятой от той же партии.
Результаты повторных испытаний распространяют на всю партию.
При неудовлетворительных результатах испытаний по внешнему виду у изготовителя разрешается проводить сплошной контроль ремней. -
2.4. При получении неудовлетворительных результатов периодических испытаний по температурному пределу хрупкости резины проводят повторные испытания на удвоенном объеме выборки, взятой от той же закладки резиновой смеси.
При получении неудовлетворительных результатов повторных испытаний проводят испытания по этому показателю до получения положительных результатов не менее чем на пяти закладках подряд.
2.5. При получении неудовлетворительных результатов периодических испытаний по наработке и удлинению ремней на стенде проводят повторные испытания на трех ремнях того же сечения и длины от той же партии. При неудовлетворительных результатах повторных испытаний их переводят в приемо-сдаточные до получения положительных результатов испытаний не менее чем на трех партиях подряд, испытывая по три ремня от каждой партии.
3. МЕТОДЫ КОНТРОЛЯ
.1. Контроль размеров ремней и стендовые испытания проводят при температуре (23±5) °C и относительной влажности окружающего воздуха не более 85 % не менее чем через 8 ч с момента изготовления.
3.2. Внешний вид ремней по пп. 1.3.2, 1.3.3 проверяют визуально. Разрешается определять внешний вид ремня по контрольным образцам, утвержденным в установленном порядке.
3.2.1. Допустимые отклонения внешнего вида по п. 1.3.4 (приложение 2. пп. 1.4.5) проверяют линейкой измерительной металлической по ГОСТ 427 с ценой деления 1 мм н штангенциркулем типа ЩЦ-11 с ценой деления по нониусу 0,1 мм по ГОСТ 166.
3.3. Радиусы закругления углов при основаниях ремня контролируют шаблонами по ТУ 2—034—228.
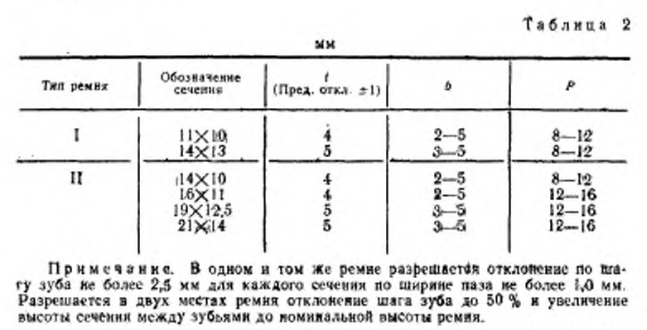
3.4. Ширину паза, шаг зуба, высоту сечения между зубьями ремня по п. 1.2.2 контролируют штангенциркулем типа 1ЦЦ-1, ЩЦ-П с ценой деления по нониусу 0,1 мм по ГОСТ 166.
3.5. Температурный предел хрупкости резины слоя сжатия по л. 1.3.6 определяют по ГОСТ 7912 на образце типа Б.
3.6. Размеры сечения и расчетной длины по пп. 1.2.1, 1.2.4 и 1.2.5 контролируют на измерительных станках с погрешностью измерения межцентрового расстояния ±1 мм.
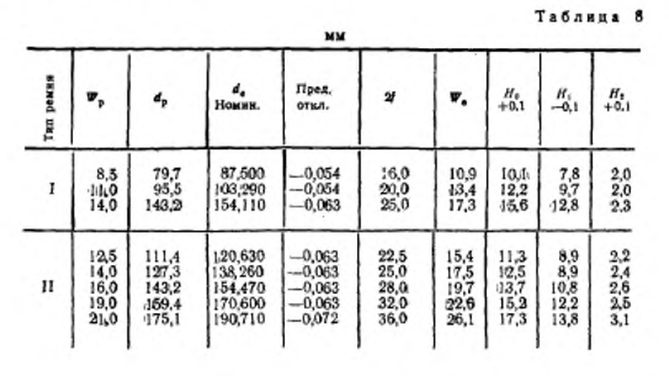
3.7. Размеры измерительных шкивов и роликов для соответствующих ремней указаны на черт. Зив табл. 8.
3.8. Расчетную длину ремней измеряют на измерительном стайке с одинаковыми расчетными диаметрами двух шкивов (черт. 4). К одному нз шкивов прилагают усилие F, создаваемое специальными грузами. Для равномерного распределения усилия натяжения и правильной посадки ремня шкивы должны быть провернуты на однн-два оборота. Усилия F и расчетные длины окружностей измерительных шкивов указаны в табл. 9.
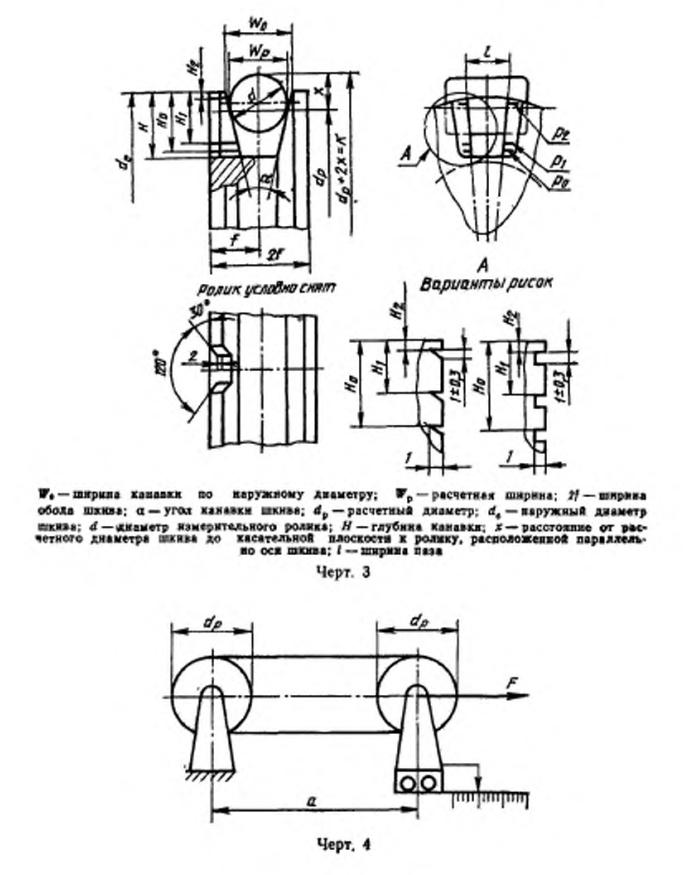
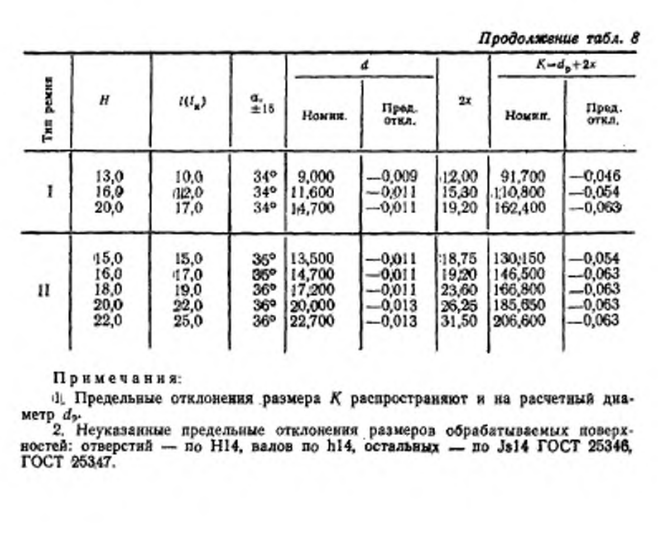
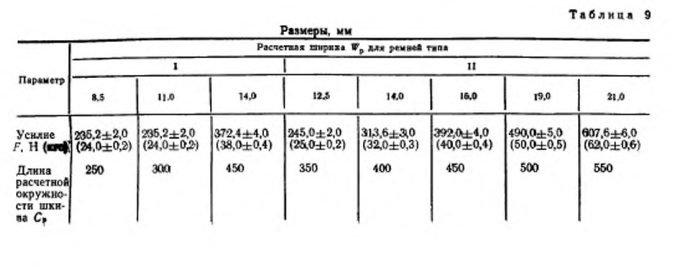
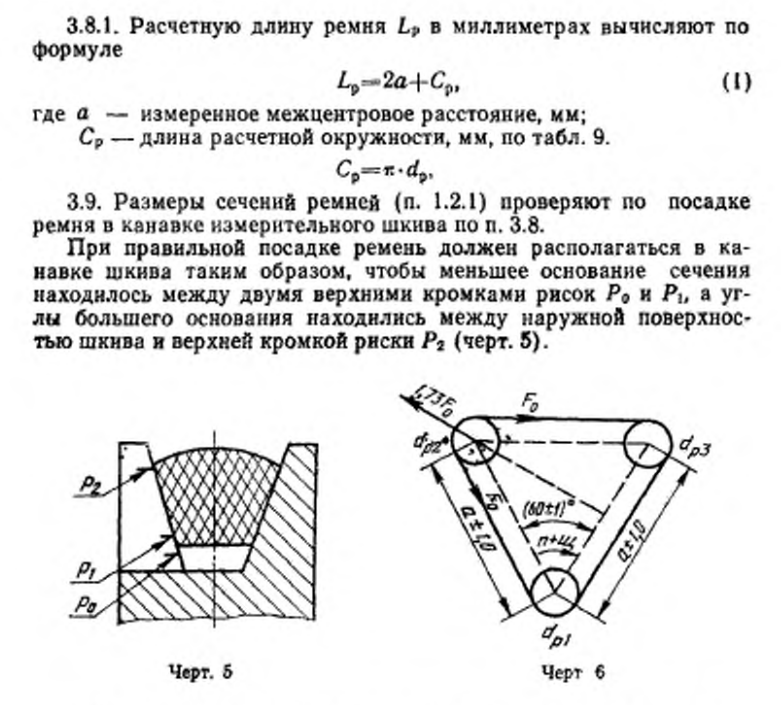
3.10. Расчетный диаметр измерительных и испытательных шкивов контролируют с помощью измерительных роликов средствами измерений в соответствии с требованиями ГОСТ 8.051.
На торец измерительного шкива наносят маркировку сечения ремня.
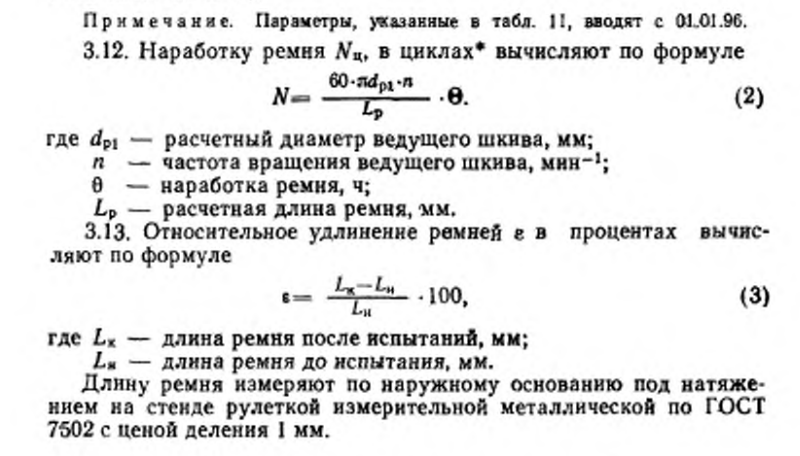
3.11. Наработку и удлинение ремней определяют на стендах с передачей мощности, устанавливая ремень на ведущий dpi, ведомый dpi и оттяжной dpi шкивы, расстояния между центрами которых равны между собой (черт. 6). В процессе испытаний ведомый шкив может перемещаться под действием усилия 1,73 Го, приложенного в направлении биссектрисы угла между ветвями ремня.
Частота вращения ведущего шкива п составляет (3750±100) мин-
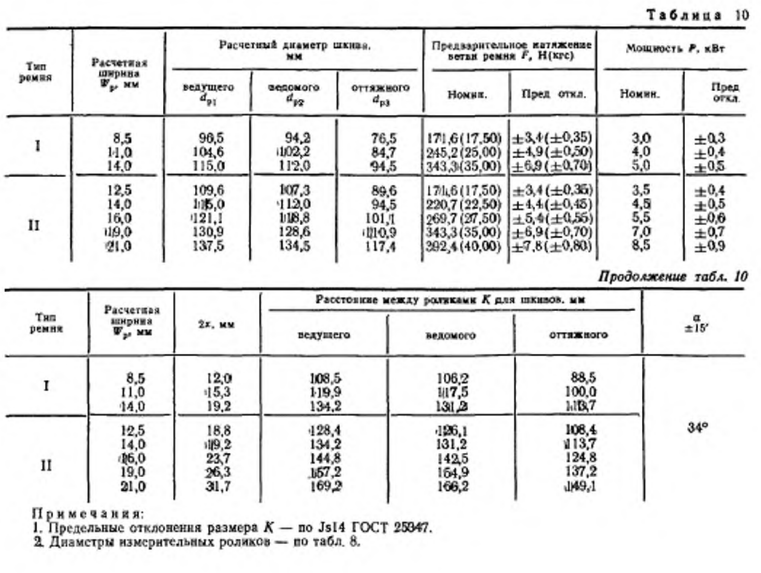
Параметры испытаний по наработке и удлинению ремней (табл. 6) на стендах с передачей мощности должны соответствовать табл. 10 и II.
4. ТРАНСПОРТИРОВАНИЕ И ХРАНЕНИЕ
4.1. Ремни транспортируют всеми видами транспорта в крытых транспортных средствах в соответствии с правилами перевозки грузов, действующими на данном виде транспорта.4.2. При железнодорожном сообщении ремни транспортируют в контейнерах или повагонными отправками в одном направлении с однородными грузами (резиновыми техническими изделиями). Водным сообщением ремнн транспортируют в контейнерах.
4.3. Ремни должны храниться в закрытых помещениях на полках, поддонах, стеллажах или вешалках при температуре от 0 до ЗО’С на расстоянии не менее 1 м от нагревательных систем.
Ремни должны храниться в расправленном состоянии. При хранении ремни не должны подвергаться воздействию солнечных лучей, масел, бензина и других веществ, разрушающих резину и ткань.
Допускается транспортировать и хранить ремни при отрицательной температуре, при атом ремнн не должны подвергаться ударным нагрузкам и деформациям.

5. УКАЗАНИЯ ПО ЭКСПЛУАТАЦИИ
5.1. Монтаж ремней после хранення при минусовой температуре проводят после выдержки их не менее 2 ч при температуре от 15 до 25 °C или не менее 10 мин при (55±5) °C.5.2. Передача осуществляется одним или несколькими клиновыми ремнями, работающими на шкивах, выполненных в соответствии с требованиями приложения 4.
5.3. Перед установкой ремня канавки шкивов должны быть очищены от материалов консервации. Ремни устанавливают на шкивы с соответствующими профилями канавок без применения каких-либо инструментов.
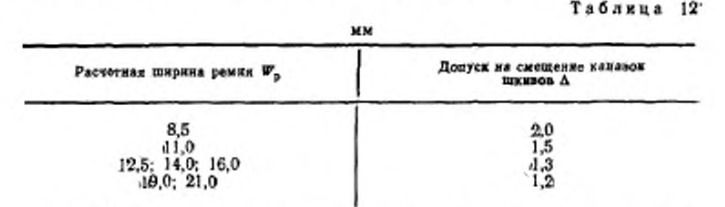
5.4. Валы шкивов передачи должны быть расположены параллельно, а канавки шкивов — друг против друга.
Параллельность осей шкивов должна обеспечиваться конструкцией привода, допуск параллельности должен быть не более 2,0 мм на 100 мм длины вала.
Допуск на смещение канавок шкивов Д на 100 мм межцентрового расстояния должен быть не более указанного в табл. 12.
5.5. Должна быть исключена возможность попадания, смазок, топлива и других веществ в канавки шкивов и на ремень.
Глубина износа рабочих поверхностей шкивов на одной стороне не должна превышать значений, указанных в табл. 13.
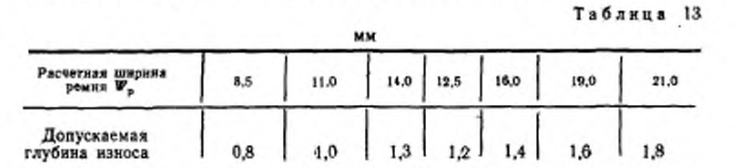
Глубина износа рабочей поверхности шкива контролируют калиброванной проволокой, помещаемой между изношенной поверхностью и поверочной линейкой, приложенной к образующей канавке.
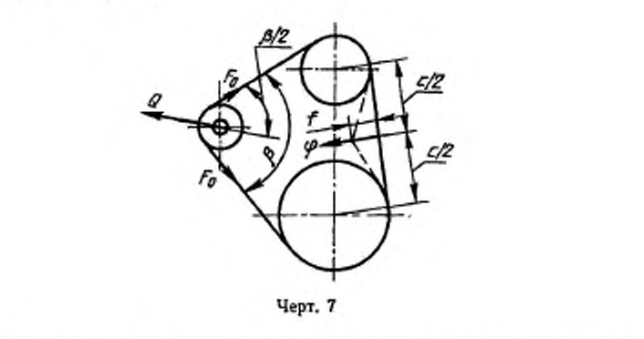
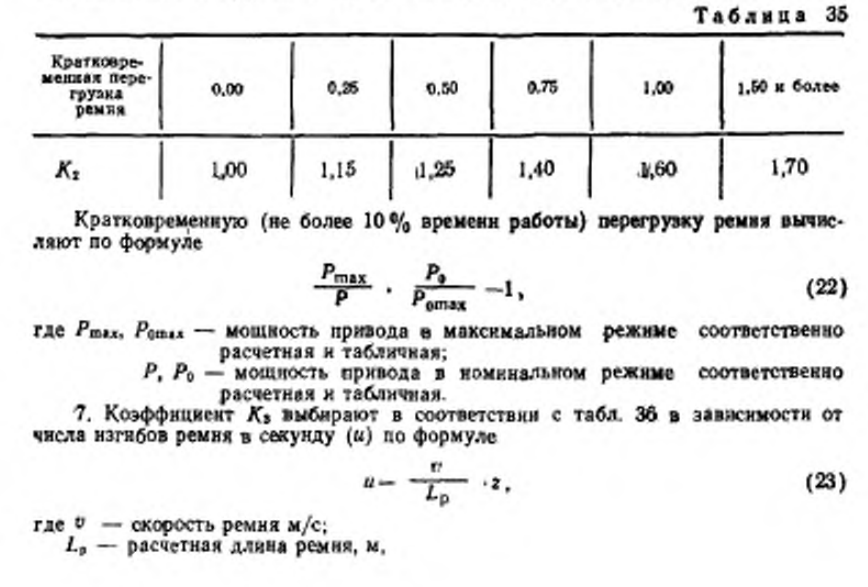
5.6. Натяжение ремней при эксплуатации следует периодически контролировать и регулировать, особенно в первые 48 ч их работы.
Предварительное натяжение ветви ремня или комплекта ремней в ньютонах вычисляют по формулам:


6. ГАРАНТИИ ИЗГОТОВИТЕЛЯ
6.1. Изготовитель гарантирует соответствие ремней требованиям настоящего стандарта при соблюдении условий хранения, транспортирования, монтажа и эксплуатации.6.2. Гарантийный срок хранения ремней — 3 года со дня изготовления.
6.3. Гарантийный срок эксплуатации и гарантийная наработка на ремни автомобилей соответствуют гарантийным срокам, установленным на автомобиль выпуска до 01.01.92.
Гарантийный срок эксплуатации ремней 1-го класса для двигателей тракторов и комбайнов — 2 года при гарантийной наработке не более 1500 и 1000 моточасов соответственно.
Гарантийный срок эксплуатации ремней 2-го класса для двигателей тракторов и комбайнов — 2 года. Гарантийная наработка в моточасах будет установлена по результатам эксплуатационных испытаний.
ПРИЛОЖЕНИЕ 1 Справочное


ПРИЛОЖЕНИЕ 4
Обязательный









за подписку
Теперь вы сможете получать выгодные предложения.
за обратную связь
Мы получили ваше сообщение и благодарим за ваш отзыв.
Повторите попытку позже.